


One of Renewable Matter’s objectives is to open a dialogue on sensitive and difficult subjects, where environmentalists and industrialists can have opposite views. The use in cement plants of waste-derived alternative fuels is one of such bones of contention. Those in favour of the elimination of incinerators and landfills to reach Target Zero Waste see in the use of waste in cement factories a surreptitious way to promote its production and energy recovery, while believing that this should be discouraged at all costs. On the other hand, there are those who are convinced that using waste in cement plants is more appropriate, because these industries are constantly checked, rather than landfilling it. Anyhow, cement factory kilns need fuel (and communities should be concerned about emissions to the chimneys, rather the type of fuel used).
On the other hand, the European Commission in the BAT (Best Available Techniques) reference document, regarding cement production states: “Several types of waste can replace raw materials and/or fossil fuels in the cement manufacturing industry, thus contributing to saving natural resources.”
Everybody seems to agree on one thing: the cement factory is certainly not the solution for the integrated closure of waste cycle. But could it represent a currently untapped contribution? Cement factories’ managers would certainly save on fuel costs (how much they will save would depend on the purchased waste and on local market characteristics). But how much would the community gain?
Why Use CSS?
In a cement plant, 60% of CO2 emissions derive from limestone decarbonation, made of calcium, carbon and oxygen. This process requires heat, necessary to disassociate limestone into calcium oxide and carbon dioxide.
If the CO2 emissions due to decarbonation are uncontrollable, it is still possible to reduce the remaining 40%, from the use of fossil fuels in the kiln.
The cement industry is energy intensive: to produce a tonne of clinker, between 3,200 and 4,200 MJ (Megajoule: the joule is a derived unit of energy, labour and heat); the main fossil fuel used in Italian cement plants is pet coke (or petroleum coke), a type of coal produced during the oil-refining process (in Italy it is imported mainly from the United States, Canada and Venezuela). On average, every year the Italian cement sector uses 2.3 million tonnes of non-renewable fossil fuel. To give you an example, a cement factory producing 800,000 tonnes of clinker a year needs 80,000 tonnes of pet coke, for a total cost of around €8 million, according to the current market value for oil (the costs for electricity and heat energy represent around 40% of cement production costs).
How cement is produced
Cement manufacturing occurs in industrial rotary kilns, up to 60 to 90 m long and about 6 m wide. Here, clay and limestone are heated together at a flame temperature of about 2,000 °C. Clinker is thus formed, an artificial mineral coming out of the kiln at 1,500 °C and is then air-cooled. Gypsum and ash from thermal power plants are then added to clinker. The mix is then ground in order to obtain cement. To produce concrete, the conglomerate to construct buildings and infrastructure, water and gravel are added.
So, cement is concrete’s noble binding agent and is the most expensive part because its production requires industrial plants. But unlike what one may think, there are various types of cement: as many as 27, all with different chemical and physical characteristics, defined by law in UNI EN 197-1. In Italy, the cement industry chose CNR’s (National Centre for Research) Institute for technologies of construction as an external monitoring institution for the compliance with such regulations. “In Italy, there are about forty operating cement factories, but due to the market crisis we are going through, a cut is underway with the unavoidable closure of worse-performing kilns” Daniele Gizzi claims. “I believe that the number of cement plants in Italy will diminish, in line with a demand that since 2007 has nearly halved due to the building sector crisis.”
The environmental costs are substantial too. According to UNFCCC’s data (national inventory) on the factors for carbon dioxide emissions per fuel, pet coke emits about 100 t/TJ (terajoule) of CO2 as opposed to 56 t/TJ of methane gas and 76 t/TJ of fuel oil.
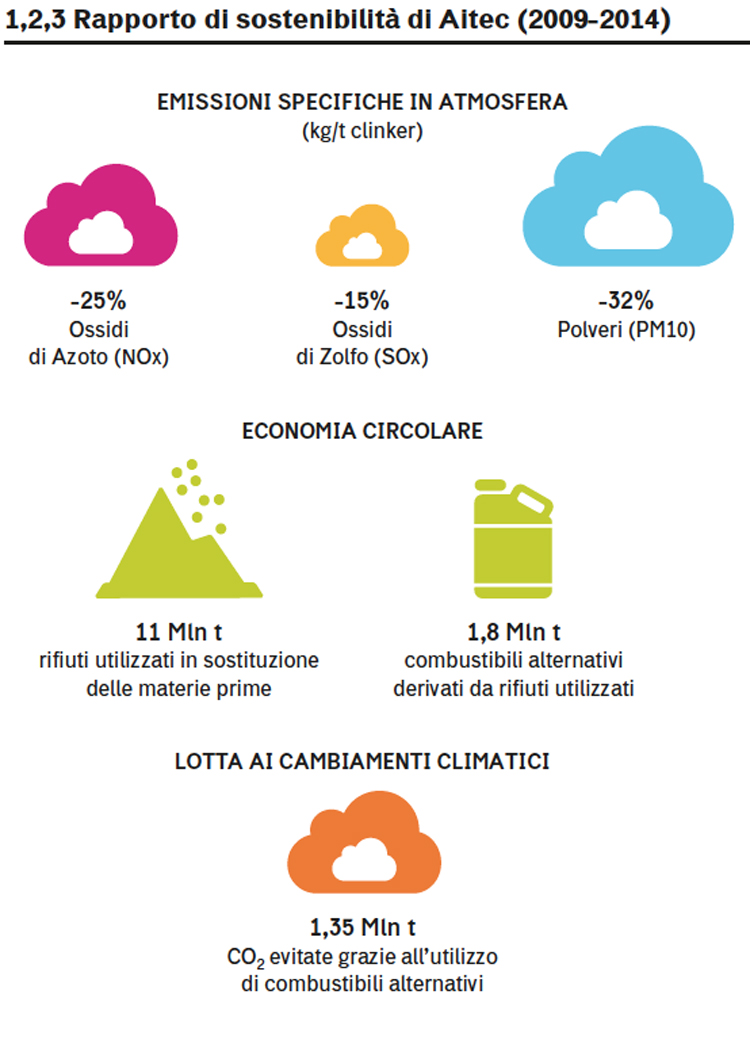
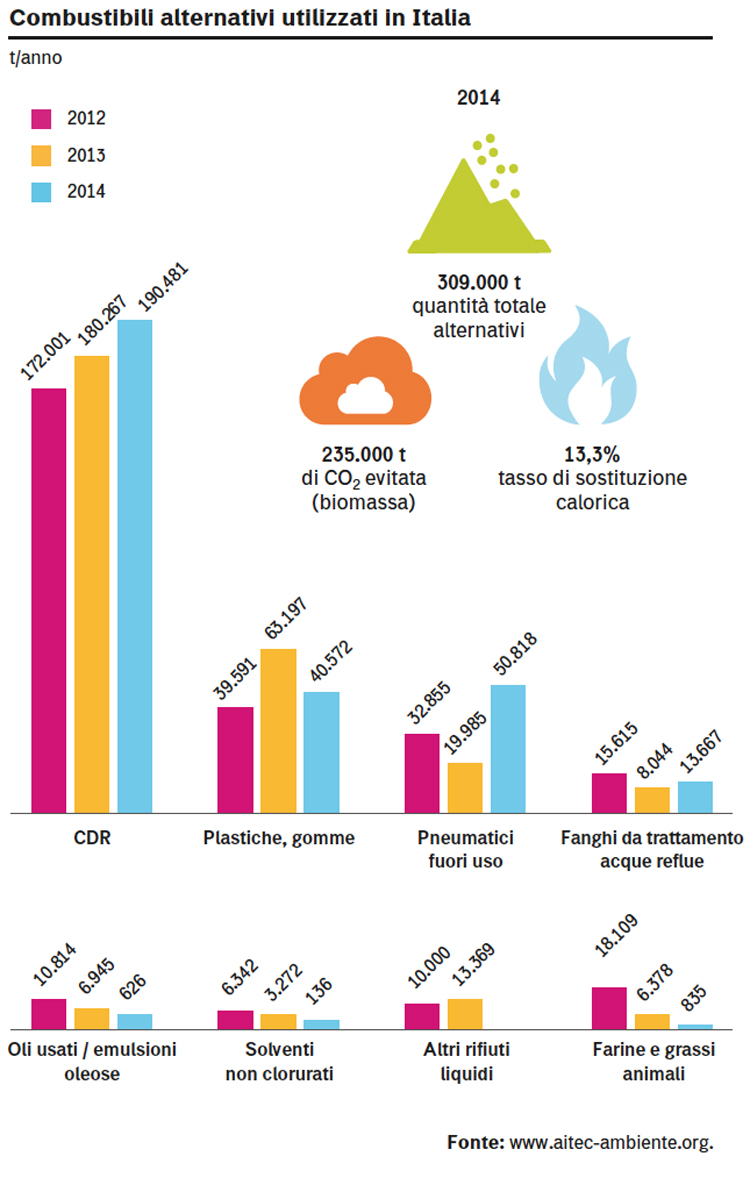
Here, alternative fuels come into play, in particular secondary solid fuels (CSS): CDR (waste-derived fuels), rubbers and plastics (waste material, called plasmix, from the recycled plastic production process), end-of-life tyres (ELTs), dried sludge from sewage treatment.CSS are derived from the treatment of special non dangerous waste and the main environmental advantage lies in their biomass content, thanks to which CO2 emissions can be limited (this is because the organic matter absorbs carbon and gives it back when burnt: the balance is thus even. According to AITEC (Italian technical and economic association for cement) the use of alternative fuels in Italian cement factories, with the current use, avoids emissions of over 300,000 tonnes of CO2 a year.
And here is where we have a few problems, because most environmentalists are against, without exceptions, energy recovery, because this means promoting the production of waste, while landfilling and energy recovery should he phased out. “Because there is a hierarchy of priorities regarding waste established by the European Union (in this order: prevention, reusing, recycling, energy recovery and landfilling), rather than landfilling it, it would be better to use it as a controlled and environmentally-friendly source energy” claims Daniele Gizzi, AITEC’s environmental manager. “It does not make sense to say ‘no’ to CSS a priori if these fuels help reach the European targets, in particular I am referring to 5% of waste to be sent to landfills by 2030.”
CSS and the “End of Waste” ministerial decree
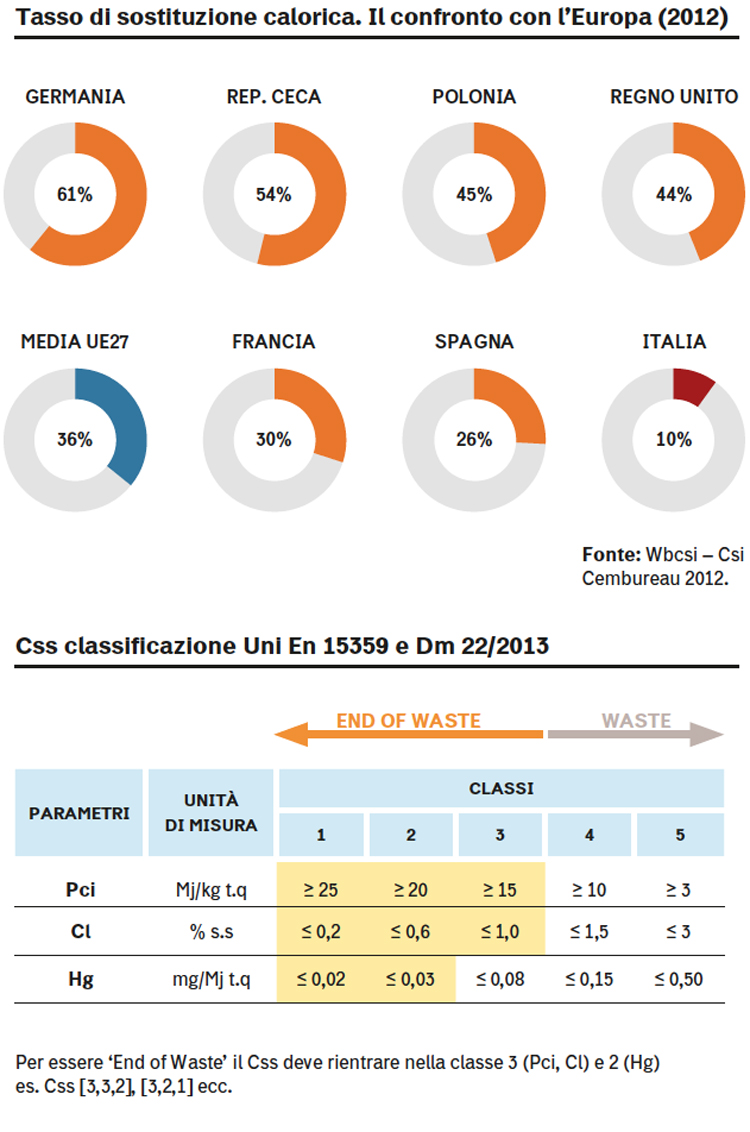
Ministerial decree of 22/2013 regulated the CSS sector according to three chemical and physical characteristics: lower heating value (LHV), chlorine content and mercury content.
The innovative element of this decree is that certain CSS, with higher energy and environmental characteristics, if used in cement factories with over 500 tons/day nominal capacity of clinker production and thermal power plants with over 50 MW power capacity are no longer considered waste, but they become to all intents and purposes conventional fuels. Therefore, the decree applies the concept of “End of Waste”, which the European Union has already adopted for scrap metal, glass and copper. “According to us, the decree raised spurious criticism both in Italy and in Europe”, Gizzi claims. “In some European countries, people fear that in Italy a CSS market will be created, since most CSS produced here are burnt in European cement plants. This happens in Germany, Belgium, The Netherlands and Austria. Here, they receive CSS produced in Italy, mainly from plants in the north, but not exclusively. Today, three years on from the publication of the decree, only three cement plants were granted an AIA for an ‘End of Waste.’ Any CSS becoming ‘End of Waste’ must be registered in the Reach Regulation and so far only one company has done so. But it is not producing it because in Italy there is no demand.”
Social Warning
“Paradoxically – adds Gizzi – Europe’s cement manufacturing – Italy included – is based on recovered materials as a replacement for raw materials: ash and chemical gypsum, alumina powder, iron and steel, chemical and mine industries’ waste. These are materials that can partially replace raw materials (limestone and clay), they go into the kiln and contribute to emissions. In 2014, in Italy, such materials replaced about 6.6% (in mass) of raw materials: more or less the same as the rest of Europe. While, when it comes to burning waste, there is a social warning. Everybody knows the ‘Land of Fires,’ or incinerators, but obviously burning waste at 1,500 degrees (2,000 °C of flame temperature) in an industrial plant whose chimney emissions are checked by ARPA is a totally different kettle of fish.”
There are examples of waste management going in the direction intended by AITEC, such as that in the Cuneo province, where the cement sector uses CSS. The fuel comes from local urban waste treatment plants produced in the province, where there are no incineration plants.
The involvement since the onset of the project in 2001 of all the stakeholders (administrations, private companies, citizens and environmental associations etc.) has made it a successful initiative shared by everyone. But repeating similar initiatives at local level is proving more and more complicated.
“Here there is another bureaucratic problem, namely authorizations. Cement plants are subject to AIA (Integrated environmental authorization) at regional or local level and in order to use alternative fuels they must apply for a change with their AIA. According to AITEC’s data, in Italy, the average period of time for such authorization is 5 years, as opposed to the 6-18 months of France, Germany and Spain. One of the reasons why Italian cement plants use only 13% of alternative fuels (half the European average) stems from the fact that Italian entrepreneurs do not even apply for the modification with AIA because they know that they would be faced with a long-winded process.”
Alternative Fuels and the Environment
AITEC also supports the use of CSS in cement factories for their environmental impact. By law, cement factories can use CSS as an alternative to pet coke according to specifications that must be respected by CSS providers.
“Because they have to produce cement, a CE-branded material that has to guarantee its quality, cement kilns need a high quality level of fuel, well above that used in incinerators,” Gizzi explains. The Association entrusted the Milan Polytechnic with a research aimed at analysing the articles published in international technical-scientific magazines about polluting emissions in cement factories using alternative fuels and about the quality of produced cement. The Association has also provided data for three years of emissions in the cement factories of its own members. Researchers concluded that there are no significant differences between fossil fuel emissions and alternative fuels. On some occasions, an improvement of NOx (nitrogen oxides) has been recorded when alternative fuels were used (NOx production in cement plants is generally higher compared to incinerators because combustion takes place at higher temperatures: 2,000 degrees compared to about 900). Another alarming pollutant is dioxin, produced during combustion with chlorine. “We are often below the level of traceability of dioxin because we do our utmost to minimize the presence of chlorine in kilns” Daniele Gizzi explains. “Indeed, cement cannot be marketed if the concentration of chlorine is higher than 0.1% and chlorine salts risk condensing, thickening on the refractory material (the internal surface of the kiln) only to damage it. As for dust particles, it is in our interest to recover them to reintroduce them in the production process: today fabric filters are used allowing a decrease and recovery between 95 and 99% of particles emitted. As to heavy metals, these are not volatile and are absorbed by clinker. I would like to point out that cement factories do non generate ash or waste to be treated, as opposed to what happens in incinerators.”
Info