

Plastics with or without Market Value
Plastics can be conveniently classified into two large groups: those with market value, such as Pet or Pe bottles, that are recycled through well-established channels and strong end markets and those with no market value, such as mixed plastics (Plasmix) from separate waste collection, since their heterogeneity makes recycling more complicated and costly. Indeed, every polymer has its own peculiarities and melting points that prevent a linear recycling process as opposed to homogeneous polymers.
This is why mixed plastics are mainly used for energy recovery. Unfortunately though, in Italy, they are typically separated at source, as opposed to other European countries where this does not happen. In Italy, citizens are asked to commit to separating plastics at source, to pay for source separation of waste and for waste selection plants, although ultimately they end up in waste-to-energy plants.
The Research Project and Economic Sustainability
Since somebody thought – rightly or wrongly – that separating plastics at source was appropriate, we might as well try to recycle them. This is why, in 2009, a research project co-funded by Regione Toscana and co-ordinated by Pont-Tech in conjunction with PontLab and the Department of Chemistry and Industrial Chemistry of the University of Pisa, started. An experiment that in 2013 led to the opening of the Revet Recycling plant, with a 5 million euro initial investment, that showed that mixed plastics from separate waste collection can be recycled and converted into matter replacing virgin raw material. It also demonstrated that such recycling is sustainable both from an environmental and economic point of view (all the more so if supported by the same benefits and tax concessions as waste-to-energy facilities).
“From an economic viewpoint – as Revet Recycling’s chairman Valerio Caramassi explains – in Italy, mixed plastics recycling is affected by red tape and inappropriate subsidizing that clash with the European institutions’ guidelines for correct waste cycle management favouring recycling, matter renewability and energy recovery. A new industrial policy – concluded Valerio Caramassi – must boost matter renewability as it did with renewable energy.”
A Quality Product for High-End Manufacturing
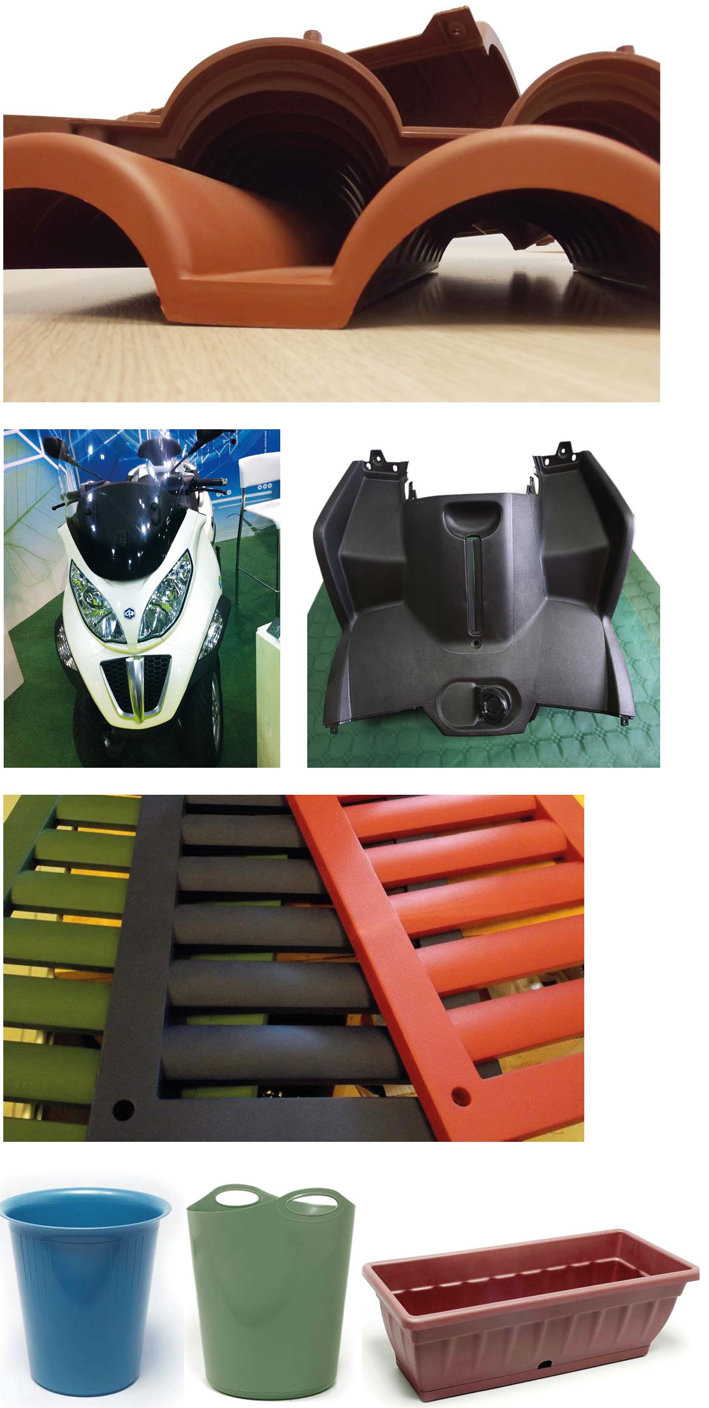
Since July 2013, the Revet Recycling Granule Production Plant in Pontedera (Pisa) has received selected mixed plastics from nearby Revet Spa Selection Plant and has recycled them mechanically, producing granules for the plastics transformation and moulding (injection or blow) sector. In Tuscany alone, there are over 600 SMEs transforming plastics and their market is not limited to Italy, judging from the big bags of granules destined to other european and non-european countries. This is proof that they produce quality material with performance characteristics similar to those of virgin material but with the advantage of lower and stable costs thanks to the fact that they are not affected by oil price fluctuations.
The basic colour of Revet Recycling granules is grey but thanks to the plant’s mixer, a wide range of colours can be obtained to satisfy customers’ specifications. Such products boast the IPPR (Institute for the promotion of recycled plastics) PSV label (Plastic second life) necessary for Green public procurement (GPP).
Revet Recycling (51% owned by Revet Spa and 49% by Refri – Gruppo Unieco) uses renewable matter and by paying particular attention to the whole production cycle, from the finished product to the blend of polymers best suited for any particular requirement, it is able to substitute virgin material even in the manufacturing of high-end products such as fittings for the automotive industry.
Social and Environmental Sustainability
EU directives and national laws favour matter recycling over energy recovery. In Italy, to make sure that from a climate-changing emissions point of view, heterogeneous plastics recycling is preferable to energy recovery, in 2012, E-Cube, a consulting firm, carried out an ecological footprint evaluation comparing two industrial processes that can be applied to mixed plastics from separate collection.
The Process Carbon Footprint (expressed in tons of CO2 equivalent) made it possible to calculate and compare greenhouse gas emissions linked to materials recycling and energy recovery with unequivocal results: taking into account the combustion stage, the total emissions of the “Preparation to energy recovery” scenario (waste-to-energy process) amount to 37,358.8 t CO2eq per year (that is 2,400 kg CO2eq per ton of treated waste). As to the matter recovery scenario (production of granules and plastic profiles), total emissions amount to 4,585.6 t CO2eq per year (that is 290 kgCO2eq per ton of treated waste).
The Industrial Process
Revet Recycling Plant uses cutting edge technology — in Italy there are only two other similar plants, one in Lombardy and one in Veneto – and it was designed to process 15-20,000 tons of Plasmix per year (this is the quantity of mixed plastics produced in Tuscany through separate collection).
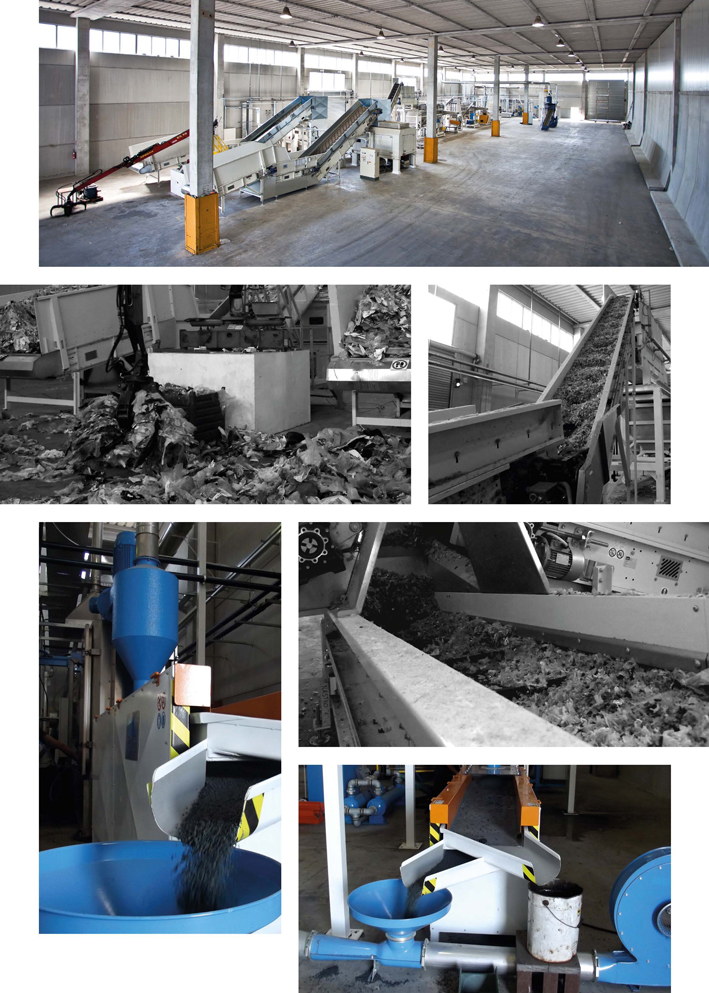
Mixed plastics are loaded onto a belt and conveyed to a grinder (2,500-3,000 kg/h) where they are ground into chips smaller than 40 millimetres in diameter.
Ground plastics are then moved to a buffer where transport screws feed them to a prewash tank. This is where a first selection is carried out: heavier particles, mainly debris and polyester, sink and are discarded (about 25%), while floating particles are sent to two centrifuges (16 rps) that separate plastic materials from wash water and solid pollutants.
In the second washing tank, mixed plastic materials are further refined, losing their remaining impurities (about 5%). The material thus obtained is fed to two centrifugal dehydrators (1,400 rpm) and compacted by two presses and is then stocked in a second buffer.
The material is now ready to be recycled. Plastic materials are put on a dispenser belt taking them to an agglomerator. In the mixing chamber, thanks to the friction and pressure generated by a counter-rotating twin-screw extruder, the melting point is reached (about 220 °C). The flow (1,600-2,000 kg/h) is fed to an extruder, where it is homogenized and freed from residual gases by an endless screw (300 mm in diameter). A self-cleaning filter eliminates all remaining impurities. Once cooled and solidified, the material is ground to the desired diameter (<3 mm), put through a vibrating sieving machine and stocked in a mixing silo, ready for manufacturing cycles.
Info